DOI:
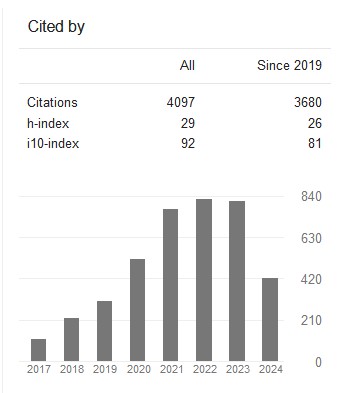
DOI: Google Scholar Analysis
For Authors




ijaems Issue
Optimization of Cutting Rate for EN 1010 Low Alloy Steel on WEDM Using Response Surface Methodology( Vol-4,Issue-7,July - July 2018 ) |
|
Author(s): Munish Giri, Manjeet Bohat, Ravinder Chaudhary, Anish Taneja |
Download Full Text PDF
Total View : 1901
Downloads : 168
Page No: 525-533
|
Keywords: |
|
|
CCD,Cutting Rate, EN 1010, Process Parameters, RSM,Wire EDM. |
|
Abstract: |
|
|
EN 1010is a low-carbon steel alloy with 0.10% carbon content. It is known for its fairly low strength and low ductility; however, it can be tempered to increase strength. Machinability of EN 1010 carbon steel is measured to be fairly good. EN 1010 is commonly used for cold headed fasteners, rivets and bolts, in addition to structural, construction and automotive applications such as fenders, pans, nails and transmission covers. Wire Electric Discharge Machine (WEDM) seems to be a good option for machining the complicated profiles. This paper, find effects of various process parameters of Wire EDM such as pulse on time (Ton), pulse off time(Toff), peak current (Ip) and servo voltage (Sv) for analysis of cutting rate (CR) while machining EN 1010. Central Composite Design is used to plan the design of experiment. The output response variable being cutting rate will be measured for all number of experiments conducted. The optimal parameter level combination would be analysed which gives desired cutting rate. These optimized values of different parameters would then be used in execution the machining operation in order to obtain the necessary outputs. |
|
Cite This Article: |
|
|
Citations:
APA | ACM | Chicago | Harvard | IEEE | MLA | Vancouver | Bibtex
| |
Share: |
|